horns ການເຊື່ອມໂລຫະທີ່ແຕກຕ່າງກັນແມ່ນຕ້ອງການສໍາລັບຈຸດປະສົງການເຊື່ອມໂລຫະທີ່ແຕກຕ່າງກັນ, ບໍ່ວ່າຢູ່ໃກ້ກັບການເຊື່ອມໂລຫະພາກສະຫນາມຫຼືການເຊື່ອມໂລຫະສາຍສົ່ງ, ພຽງແຕ່ເຄິ່ງຫນຶ່ງຄື້ນຄວາມຍາວ horns ultrasonic ສາມາດບັນລຸຄວາມກວ້າງຂອງຂວາງສູງສຸດຂອງໃບຫນ້າໃນຕອນທ້າຍຂອງການເຊື່ອມໂລຫະ.horns Ultrasonic , ມີ ແລະ ບໍ່ ມີ ຄວາມ ກວ້າງ ຂວາງ .ເຄື່ອງເຊື່ອມໂລຫະພາດສະຕິກ ultrasonic ເຮັດໃຫ້ horns ultrasonic ການນໍາໃຊ້ຫຼັກການ ultrasonic.
ການອອກແບບແມ່ພິມ Ultrasonic ບໍ່ງ່າຍດາຍຄືກັບຮູບລັກສະນະຂອງມັນ, ເມື່ອນໍາໃຊ້ທໍ່ເຊື່ອມທີ່ປຸງແຕ່ງທີ່ບໍ່ຖືກຕ້ອງຫຼືບໍ່ໄດ້ຮັບການປັບປຸງ, ມັນຈະເຮັດໃຫ້ເກີດການສູນເສຍລາຄາແພງຕໍ່ການຜະລິດຂອງເຈົ້າ - ມັນຈະທໍາລາຍຜົນກະທົບຂອງການເຊື່ອມໂລຫະ, ຫຼືຮ້າຍແຮງກວ່າເກົ່າຈະນໍາໄປສູ່ຄວາມເສຍຫາຍຂອງ transducer. ຫຼືເຄື່ອງກໍາເນີດ.ການອອກແບບ mold Ultrasonic ຮຽກຮ້ອງໃຫ້ມີຄວາມຮູ້ແລະທັກສະພິເສດຫຼາຍ - ວິທີການຮັບປະກັນວ່າການເຊື່ອມໂລຫະສາມາດເຮັດວຽກໄດ້ຢ່າງປະຫຍັດ?ວິທີການຮັບປະກັນວ່າແມ່ພິມການເຊື່ອມໂລຫະສາມາດຖ່າຍທອດການສັ່ນສະເທືອນກົນຈັກຢ່າງມີປະສິດທິພາບທີ່ປ່ຽນໂດຍ transducer ກັບ workpiece ໄດ້, ວິສະວະກອນຂອງພວກເຮົາໄດ້ພິຈາລະນາຢ່າງເຕັມສ່ວນທຸກເຊື່ອມຕໍ່.
ການເຊື່ອມໂລຫະແມ່ນສ່ວນຫນຶ່ງທີ່ສໍາຄັນຫຼາຍໃນອຸປະກອນການເຊື່ອມໂລຫະພາດສະຕິກ ultrasonic, ແລະການອອກແບບຂອງມັນແມ່ນກ່ຽວຂ້ອງໂດຍກົງກັບຄຸນນະພາບການເຊື່ອມໂລຫະ.ການເຊື່ອມໂລຫະເສັ້ນດ່າງໄດ້ຖືກແບ່ງອອກເປັນຫຼາຍອົງປະກອບເທົ່າທຽມກັນໂດຍການສະລັອດຕິງສົມເຫດສົມຜົນ, ແລະແຕ່ລະອົງປະກອບສາມາດໄດ້ຮັບການປະຕິບັດເປັນປະສົມ horn stepped.ສົມຜົນຄວາມຖີ່ຂອງອົງປະກອບຮ່ວມກັນການເຊື່ອມໂລຫະແມ່ນໄດ້ຮັບໂດຍວິທີການໂອນ matrix, ເຊິ່ງສະຫນອງພື້ນຖານທາງທິດສະດີສໍາລັບການອອກແບບຂອງແຜ່ນ stripting ຮ່ວມ.

ຜົນໄດ້ຮັບການທົດລອງສະແດງໃຫ້ເຫັນວ່າຄວາມຖີ່ຂອງການວັດແທກແລະຄວາມຖີ່ຂອງການອອກແບບແມ່ນດີສໍາລັບການເຊື່ອມໂລຫະແຖບທີ່ອອກແບບໂດຍສົມຜົນນີ້.ວິທີການອອກແບບນີ້ມີຄວາມສໍາຄັນທາງດ້ານຮ່າງກາຍຢ່າງຈະແຈ້ງ, ການຄິດໄລ່ງ່າຍດາຍແລະເຫມາະສົມຫຼາຍສໍາລັບການອອກແບບວິສະວະກໍາ.ນອກຈາກນັ້ນ, ອິດທິພົນຂອງຈໍານວນສະລັອດຕິງ, ຄວາມກວ້າງຂອງສະລັອດຕິງແລະຄວາມຍາວຂອງສະລັອດຕິງໃນຂະຫນາດຫົວການເຊື່ອມໂລຫະສາມາດໄດ້ຮັບການຄິດໄລ່ສະດວກໂດຍການນໍາໃຊ້ວິທີການນີ້, ເຊິ່ງຍັງສະຫນອງພື້ນຖານທາງທິດສະດີສໍາລັບການອອກແບບການເພີ່ມປະສິດທິພາບຂອງທໍ່ເຊື່ອມ.
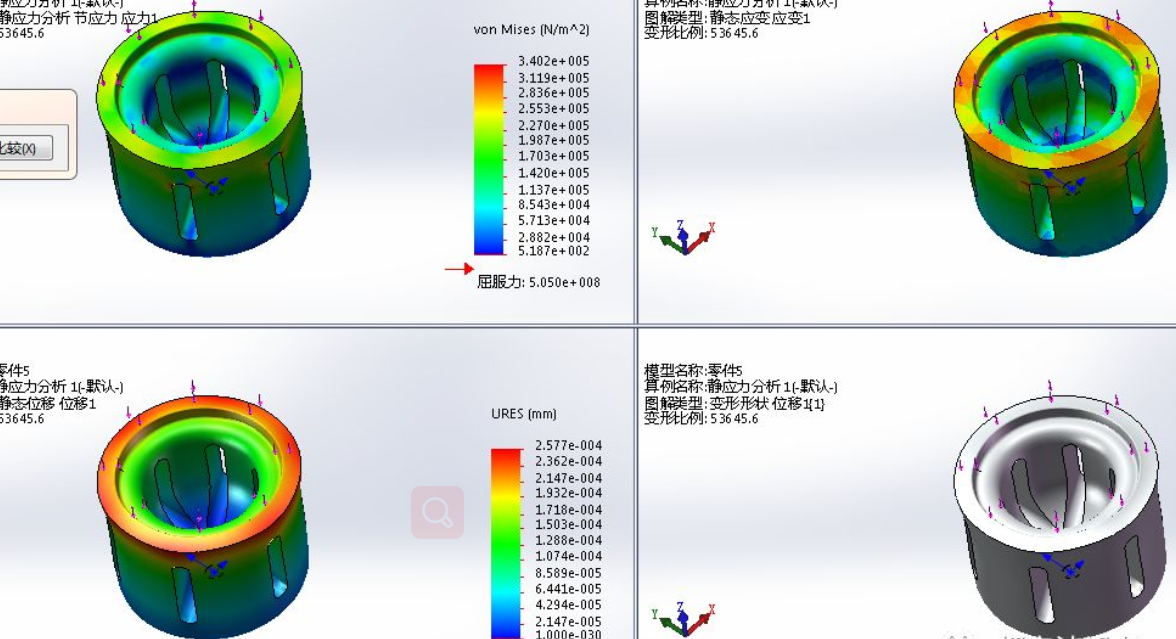
ອຸປະກອນການເຊື່ອມໂລຫະພາດສະຕິກ ultrasonic ໂດຍທົ່ວໄປແມ່ນປະກອບດ້ວຍການສະຫນອງພະລັງງານ ultrasonic, ລະບົບການສັ່ນສະເທືອນ ultrasonic ແລະກົນໄກຄວາມກົດດັນ, ແລະລະບົບການສັ່ນສະເທືອນ ultrasonic ແມ່ນປະກອບດ້ວຍ transducer ultrasonic, booster ແລະ horn ການເຊື່ອມ.transducer Ultrasonic ແລະ horn ໄດ້ຖືກອອກແບບໂດຍທົ່ວໄປເພື່ອ resonate ໃນຄວາມຖີ່ສະເພາະໃດຫນຶ່ງ, ແລະບໍ່ຈໍາເປັນຕ້ອງມີການປ່ຽນແປງພາກສ່ວນການເຊື່ອມໂລຫະທີ່ແຕກຕ່າງກັນ, ແລະ horn ການເຊື່ອມໂລຫະຕ້ອງໄດ້ຮັບການອອກແບບພິເສດຕາມຮູບຮ່າງຂອງພາກສ່ວນການເຊື່ອມໂລຫະ.ດີຫຼືບໍ່ດີຂອງການອອກແບບຂອງມັນແມ່ນກ່ຽວຂ້ອງໂດຍກົງກັບຄຸນນະພາບການເຊື່ອມໂລຫະ, ສະນັ້ນມັນເປັນສິ່ງສໍາຄັນຫຼາຍໃນອຸປະກອນການເຊື່ອມໂລຫະ.
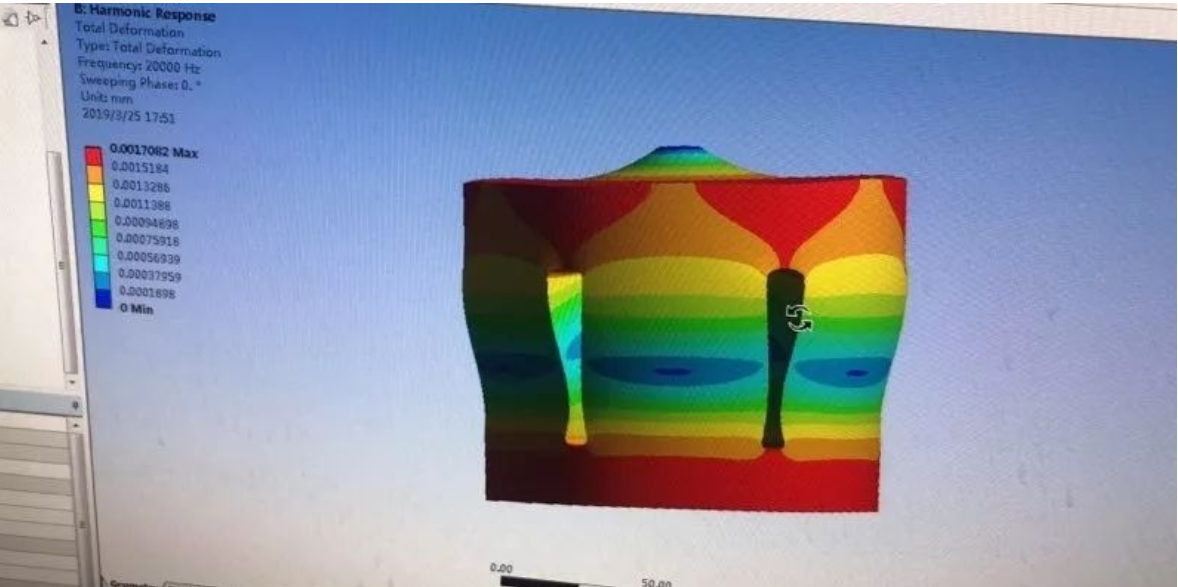
ສໍາລັບພາກສ່ວນການເຊື່ອມໂລຫະຂະຫນາດໃຫຍ່, ເຂົາເຈົ້າຕ້ອງການ horn ການເຊື່ອມໂລຫະຂະຫນາດໃຫຍ່, ແລະຂະຫນາດຂອງມັນແມ່ນບາງຄັ້ງຢູ່ໃກ້ກັບຫຼືຫຼາຍກ່ວາຫນຶ່ງຄື້ນຟອງຕາມລວງຍາວ, ຫຼັງຈາກນັ້ນ horn ການເຊື່ອມໂລຫະຈະເຮັດໃຫ້ເກີດການສັ່ນສະເທືອນທາງຂວາງທີ່ຮຸນແຮງ, ເຮັດໃຫ້ມີການແຜ່ກະຈາຍບໍ່ສະເຫມີພາບຂອງຫນ້າລັງສີຂອງມັນ.ເພື່ອໃຫ້ໄດ້ຮັບການແຈກຢາຍຄວາມກວ້າງໃຫຍ່ທີ່ພໍໃຈ, ບາງວິທີການ, ເຊັ່ນ: ການສຽບ, ການເປີດຊ່ອງ, ການເພີ່ມ elastomer ເພີ່ມເຕີມແລະການອອກແບບຂັ້ນສອງ, ໄດ້ຖືກວາງໄວ້.
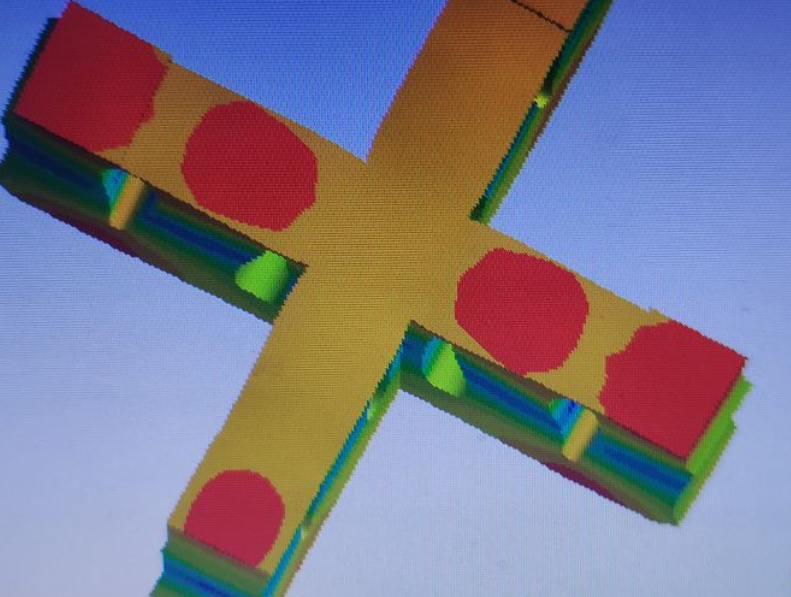
ການສັ່ນສະເທືອນໄດ້ຖືກຄວບຄຸມ, ໃນນັ້ນການສະລັອດຕິງແມ່ນວິທີການທີ່ໃຊ້ທົ່ວໄປທີ່ສຸດເພື່ອຈໍາລອງການສັ່ນສະເທືອນທາງຂວາງຂອງຂໍ້ຕໍ່ເຊື່ອມ.ເນື່ອງຈາກຄວາມຊັບຊ້ອນຂອງຮູບຮ່າງ, ມັນເປັນການຍາກທີ່ຈະໄດ້ຮັບການແກ້ໄຂການວິເຄາະທີ່ເຄັ່ງຄັດສໍາລັບຂໍ້ຕໍ່ເຊື່ອມ slotted, ດັ່ງນັ້ນວິທີການຄິດໄລ່ຕົວເລກເຊັ່ນວິທີການ Ansys ມັກຈະຖືກນໍາໃຊ້ໃນການວິເຄາະບັນຫາເຫຼົ່ານີ້.ອີງຕາມການສຶກສາທີ່ຜ່ານມາ, ວິທີການຕົວເລກແມ່ນເຫມາະສົມສໍາລັບການອອກແບບການເພີ່ມປະສິດທິພາບຕໍ່ມາຂອງຂໍ້ຕໍ່ເຊື່ອມ, ແລະບໍ່ມີປະໂຫຍດໃນການຄາດຄະເນຂະຫນາດແລະຄວາມຖີ່ຂອງການເຊື່ອມໂລຫະໃນຂັ້ນຕອນການອອກແບບເບື້ອງຕົ້ນ.ເພື່ອຮັບປະກັນຜົນໄດ້ຮັບການເພີ່ມປະສິດທິພາບທີ່ດີກວ່າ, ມັນເປັນສິ່ງ ສຳ ຄັນຫຼາຍທີ່ຈະຄາດຄະເນຂະ ໜາດ ຂອງໂຄງສ້າງທີ່ສາມາດຕອບສະ ໜອງ ຄວາມຕ້ອງການອອກແບບໄດ້, ສະນັ້ນມັນມີຄວາມ ສຳ ຄັນຫຼາຍໃນການສຶກສາທິດສະດີການອອກແບບຂອງຂໍ້ຕໍ່ເຊື່ອມໂລຫະທີ່ມີຂະ ໜາດ ໃຫຍ່ທີ່ມີການຕັ້ງຄ່າ grooving.

ຮ່ອງແຍກຫຼັງຈາກການວິເຄາະການສັ່ນສະເທືອນຫົວການເຊື່ອມໂລຫະ, ຫົວເຊື່ອມສາມາດແບ່ງອອກເປັນຮ່າງກາຍຫນ່ວຍສຸດທ້າຍແລະຈຸລັງຫນ່ວຍກາງ, ໂດຍນໍາໃຊ້ວິທີການ elasticity ປາກົດຂື້ນແລະວິທີການຂອງສາຍສົ່ງທຽບເທົ່າ, ຄວາມຍາວຂອງສີ່ຫນ່ວຍທີ່ແຕກຕ່າງກັນແມ່ນໃຫ້ຕາມລໍາດັບແລະ. ທິດທາງຂອງສົມຜົນຄວາມຖີ່ຂອງລະດັບສູງ, ສົມຜົນຄວາມຖີ່ສາມາດນໍາໃຊ້ໃນການອອກແບບຫົວເຊື່ອມແຖບຍາວ, ແຕ່ຂະບວນການອອກແບບແມ່ນສັບສົນ, ການເລືອກຕົວກໍານົດການຈໍານວນຫນຶ່ງແມ່ນຂຶ້ນກັບປະສົບການແລະບໍ່ສະດວກສໍາລັບຄໍາຮ້ອງສະຫມັກວິສະວະກໍາ.ໃນເອກະສານນີ້, ການເຊື່ອມໂລຫະແຖບແບ່ງອອກເປັນຫຼາຍອົງປະກອບເທົ່າທຽມກັນໂດຍການສະລັອດຕິງສົມເຫດສົມຜົນ, ແລະສົມຜົນຄວາມຖີ່ຂອງອົງປະກອບການເຊື່ອມໂລຫະແມ່ນໄດ້ຮັບໂດຍວິທີການມາຕຣິກເບື້ອງການໂອນ, ເຊິ່ງສະຫນອງພື້ນຖານທາງທິດສະດີສໍາລັບການອອກແບບຂອງການເຊື່ອມແຖບ.ການອອກແບບມີການຄິດໄລ່ທາງທິດສະດີທີ່ງ່າຍດາຍແລະຄວາມສໍາຄັນທາງດ້ານຮ່າງກາຍທີ່ຊັດເຈນ, ເຊິ່ງສະຫນອງວິທີການທີ່ງ່າຍດາຍແລະເປັນໄປໄດ້ສໍາລັບການອອກແບບວິສະວະກໍາຂອງການເຊື່ອມແຖບ.
ເວລາປະກາດ: 16-03-2022