ໃນຂ່າວຫຼ້າສຸດ, ວິທີການອອກແບບຂອງຂະຫນາດໃຫຍ່ເສັ້ນດ່າງການເຊື່ອມໂລຫະພາດສະຕິກ ultrasonic slotted ຮ່ວມໄດ້ຖືກສະເຫນີແລະກວດສອບໂດຍການທົດລອງ.ປະການທໍາອິດ, horn ການເຊື່ອມໂລຫະເສັ້ນດ່າງໄດ້ຖືກແບ່ງອອກຢ່າງສົມເຫດສົມຜົນເປັນຫຼາຍຫນ່ວຍ, ດັ່ງນັ້ນການອອກແບບຂອງ hoorn ການເຊື່ອມໂລຫະ slotted ທີ່ມີໂຄງສ້າງສະລັບສັບຊ້ອນໄດ້ຖືກຫັນເຂົ້າໄປໃນການອອກແບບຂອງຫນ່ວຍບໍລິການ horn ການເຊື່ອມໂລຫະງ່າຍດາຍ.ຫຼັງຈາກນັ້ນ, ອົງປະກອບຮ່ວມກັນໄດ້ຖືກປຽບທຽບກັບເຄິ່ງຫນຶ່ງຂອງ oscillator ຄື້ນທີ່ມີສ່ວນເທົ່າທຽມກັນພິຈາລະນາການສັ່ນສະເທືອນ coupling.ສົມຜົນຄວາມຖີ່ຂອງການຮ່ວມກັນແມ່ນໄດ້ຮັບໂດຍໃຊ້ແນວຄວາມຄິດຂອງ impedance ກົນຈັກທຽບເທົ່າ.
ສຸດທ້າຍ, ອິດທິພົນຂອງຈໍານວນສະລັອດຕິງ, ຄວາມກວ້າງຂອງສະລັອດຕິງແລະຄວາມຍາວຂອງຊ່ອງໃສ່ລັກສະນະການສັ່ນສະເທືອນຂອງຂໍ້ຕໍ່ເຊື່ອມໄດ້ຖືກສຶກສາໂດຍໃຊ້ສົມຜົນ.ອີງຕາມວິທີການນີ້, ຫຼາຍກຸ່ມຂອງຮ່ອງເສັ້ນດ່າງຂະຫນາດໃຫຍ່ໄດ້ຖືກອອກແບບແລະເຄື່ອງຈັກ.ຜົນໄດ້ຮັບຂອງການທົດລອງສະແດງໃຫ້ເຫັນວ່າມູນຄ່າການວັດແທກແລະທິດສະດີຂອງຄວາມຖີ່ resonance ຂອງຂໍ້ຕໍ່ເຊື່ອມແມ່ນຕົກລົງທີ່ດີ.
ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບຂ້າງລຸ່ມນີ້.ຄວາມຍາວ, ຄວາມກວ້າງແລະຄວາມຫນາຂອງທໍ່ເຊື່ອມແມ່ນ L, B ແລະ T ຕາມລໍາດັບ.ສົມມຸດ z axis ເປັນທິດທາງຕື່ນເຕັ້ນຂອງ transducer.ໃນຄວາມຖີ່ຂອງການເຮັດວຽກ, ການເຊື່ອມໂລຫະສີ່ຫລ່ຽມຈະຜະລິດການສັ່ນສະເທືອນຕາມລວງຍາວຕາມລໍາດັບທໍາອິດໃນທິດທາງ Z.ສໍາລັບການເຊື່ອມໂລຫະແຜ່ນ, L≥2T, B ແລະ L ສາມາດປຽບທຽບໄດ້, ດັ່ງນັ້ນການສັ່ນສະເທືອນທາງຂວາງຂອງຂໍ້ຕໍ່ເຊື່ອມໃນທິດທາງ X ສາມາດຖືກລະເວັ້ນ.
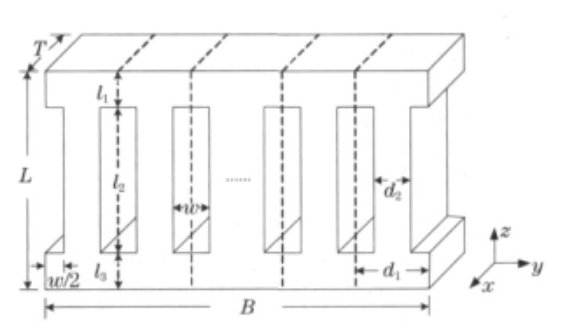
ເນື່ອງຈາກວ່າການສັ່ນສະເທືອນທາງຂວາງໃນທິດທາງ y ມີອິດທິພົນອັນໃຫຍ່ຫຼວງຕໍ່ການສັ່ນສະເທືອນຕາມລວງຍາວ, ມັນມັກຈະຖືກຈໍາລອງໂດຍ slotting.horn ການເຊື່ອມໂລຫະໄດ້ຖືກແບ່ງອອກເປັນ (n + 1) ຫນ່ວຍງານໂດຍການເປີດຊ່ອງ n ເປັນເອກະພາບໃນທິດທາງ Y.ຄວາມກວ້າງແລະຄວາມຍາວຂອງແຕ່ລະສະລັອດຕິງແມ່ນ W ແລະ L2 ຕາມລໍາດັບ, ແລະສະລັອດຕິງຖືກແຍກອອກຈາກປາຍຂາເຂົ້າແລະຜົນຜະລິດຂອງທໍ່ເຊື່ອມ l1 ແລະ L3 ຕາມລໍາດັບ.ເພື່ອຮັບປະກັນວ່າແຕ່ລະຫນ່ວຍມີຄວາມເທົ່າທຽມກັນຢ່າງສົມບູນ, ຄວນເປີດຮ່ອງຂອງຄວາມກວ້າງ W / 2 ຢູ່ໃນທັງສອງສົ້ນຂອງ horn ການເຊື່ອມໂລຫະທາງຂວາງ.ດັ່ງນັ້ນ, ແຕ່ລະຫນ່ວຍ mold ການເຊື່ອມໂລຫະແມ່ນ horn trapezoidal ປະສົມທີ່ມີພາກສ່ວນສີ່ຫລ່ຽມ.ສົມມຸດວ່າຄວາມກວ້າງທັງສອງສົ້ນແລະກາງຂອງແຕ່ລະຫນ່ວຍແມ່ນ D1 ແລະ D2, ມັນສາມາດເຫັນໄດ້ຈາກຂ້າງເທິງ: L = L1 + L2 + L3.
ເນື່ອງຈາກຮູບແບບດຽວກັນລະຫວ່າງອົງປະກອບ, ຄວາມກວ້າງຂອງຜົນຜະລິດຂອງການເຊື່ອມໂລຫະຍັງຈະ vibrate ຮູບແບບ, ແລະໃນເວລາທີ່ປະສົມປະສານ, horn ultrasonic ຍັງຈະມີຮູບແບບນີ້, ດັ່ງນັ້ນການອອກແບບຂອງ mold ultrasonic ຈະງ່າຍດາຍກັບການອອກແບບຂອງໃດ. ອົງປະກອບ.ນອກຈາກນັ້ນ, ມັນແມ່ນຂ້ອນຂ້າງເປັນເອກະພາບ.ໃນຄໍາສັ່ງທີ່ຈະປະສິດທິພາບສະກັດກັ້ນການສັ່ນສະເທືອນທາງຂວາງແລະຮັບປະກັນວ່າ horn ການເຊື່ອມໂລຫະມີຄວາມແຂງຄົງ, width ຂອງຫນ່ວຍບໍລິການ hoorn ການເຊື່ອມໂລຫະແບ່ງອອກໂດຍຮ່ອງແມ່ນໂດຍທົ່ວໄປ!/8~!/ 4 (! ແມ່ນຄວາມຍາວຄື່ນຂອງຮູບແບບການສັ່ນສະເທືອນຕາມລວງຍາວຕາມລໍາດັບທໍາອິດຂອງ hoorn ເຊື່ອມ), ແລະຄວາມກວ້າງທີ່ເຫມາະສົມຂອງສະລັອດຕິງແມ່ນປະມານ!/ 25 ~!/20[7], ຈໍານວນ grooving ຂອງຂໍ້ຕໍ່ເຊື່ອມສາມາດຖືກກໍານົດຕາມເງື່ອນໄຂຂ້າງເທິງ.ເນື່ອງຈາກວ່າ width ຂອງຫນ່ວຍບໍລິການ hoorn ການເຊື່ອມໂລຫະໂດຍທົ່ວໄປບໍ່ເກີນ!PI / 4, ສະນັ້ນມັນສາມາດຖືກວິເຄາະປະມານໂດຍທິດສະດີຫນຶ່ງມິຕິລະດັບ.ໜ່ວຍເຊື່ອມໃດນຶ່ງໃນໜ່ວຍ 1 ສາມາດຖືໄດ້ວ່າປະກອບດ້ວຍສາມແຖບ equisectional ຮູບສີ່ຫຼ່ຽມມົນ.
ໂລຫະປະສົມອາລູມິນຽມ 7075 (ຄວາມຫນາແຫນ້ນຂອງໂມດູນຫນຸ່ມ E = 7.17 * 1010N / M2 ρ = 2820kg / m3, ອັດຕາສ່ວນຂອງ Poisson V = 0.34) ໄດ້ຖືກເລືອກສໍາລັບການເຊື່ອມໂລຫະ horn.ສົມຜົນ (1) ~ (3) ແລະ (6) ໄດ້ຖືກນໍາໃຊ້ເພື່ອຄິດໄລ່ຈໍານວນ n, ຄວາມຍາວ L2 ແລະຄວາມກວ້າງ W ຂອງສະລັອດຕິງທີ່ແຕກຕ່າງກັນ.ໃນເວລາທີ່ຄວາມຍາວ resonant L ຂອງ horn ການເຊື່ອມໂລຫະແຖບມີການປ່ຽນແປງກັບ width B, ຄວາມຍາວ resonant L ຂອງ horn ການເຊື່ອມໂລຫະເສັ້ນດ່າງມີການປ່ຽນແປງກັບ width B. ຄວາມຖີ່ resonant ການຄິດໄລ່ f = 20kHz, L1 = L3 ສໍາລັບຄວາມງ່າຍດາຍ.ເມື່ອຄວາມຍາວຂອງຊ່ອງສຽບແລະຄວາມກວ້າງຄົງທີ່, ຄວາມຍາວ resonant ມີການປ່ຽນແປງກັບຄວາມກວ້າງຂອງ hoorn ການເຊື່ອມໂລຫະໃນເວລາທີ່ຈໍານວນສະລັອດຕິງແມ່ນແຕກຕ່າງກັນ.L2 = 60mm, W = 10mm.ດັ່ງທີ່ເຫັນໄດ້ຈາກ FIG.2, ສໍາລັບ horn ການເຊື່ອມໂລຫະ slotted ສະແດງໃຫ້ເຫັນໃນຮູບ.1, ຄວາມຍາວຂອງ resonance ຄໍາສັ່ງທໍາອິດແມ່ນຂະຫນາດນ້ອຍກ່ວາຂອງ horn ການເຊື່ອມໂລຫະ unslotted ຄິດໄລ່ຕາມທິດສະດີຫນຶ່ງມິຕິລະດັບ (126mm), ແລະຄວາມຍາວ resonant ຂອງ horn ການເຊື່ອມໂລຫະເພີ່ມຂຶ້ນກັບການເພີ່ມຂຶ້ນຂອງ width ຂອງ horn ການເຊື່ອມໂລຫະ, ແຕ່. ເພີ່ມຂຶ້ນຫຼຸດລົງເທື່ອລະກ້າວ.ນອກຈາກນັ້ນ, ໃນເວລາທີ່ຄວາມຖີ່ resonant ແລະຄວາມກວ້າງຂອງການເຊື່ອມແມ່ນຄົງທີ່, ຄວາມຍາວ resonant ຂອງການເຊື່ອມໂລຫະຫຼຸດລົງດ້ວຍການເພີ່ມຂຶ້ນຂອງຈໍານວນສະລັອດຕິງ.
ນອກຈາກນັ້ນ, ສາມຂໍ້ຕໍ່ເຊື່ອມທີ່ມີຄວາມຫນາທີ່ແຕກຕ່າງກັນໄດ້ຖືກເຄື່ອງຈັກດ້ວຍໂລຫະປະສົມອາລູມິນຽມ 7075 (ວັດສະດຸດຽວກັນກັບຂ້າງເທິງ).ຄວາມຫນາ T ຂອງຂໍ້ຕໍ່ເຊື່ອມເຫຼົ່ານີ້ສາມແລະ FM ຄວາມຖີ່ຂອງການສັ່ນສະເທືອນປະສົມກົມກຽວວັດແທກໄດ້ຖືກມອບໃຫ້.ໃນເວລາທີ່ຄວາມຫນາຂອງທໍ່ການເຊື່ອມໂລຫະແມ່ນຫນ້ອຍກວ່າຫນຶ່ງສ່ວນສີ່ຂອງຄວາມຍາວຄື່ນ (ໃນທີ່ນີ້ແມ່ນ 63 ມມ), ການບ່ຽງເບນລະຫວ່າງຄວາມຖີ່ຂອງການວັດແທກແລະຄວາມຖີ່ຂອງການອອກແບບແມ່ນຫນ້ອຍກວ່າ 2%, ເຊິ່ງສາມາດຕອບສະຫນອງຄວາມຕ້ອງການດ້ານວິສະວະກໍາ.
ການເຊື່ອມໂລຫະພາດສະຕິກຍາວແຖບຍາວໄດ້ຖືກແບ່ງອອກຢ່າງສົມເຫດສົມຜົນເຂົ້າໄປໃນອົງປະກອບເທົ່າທຽມກັນຫຼາຍແລະສົມຜົນຄວາມຖີ່ຂອງອົງປະກອບຮ່ວມກັນໄດ້ຖືກ deduced ໂດຍວິທີການມາຕຣິກເບື້ອງການໂອນ.ຖ້າຄວາມກວ້າງແລະປະລິມານແລະຂະຫນາດຂອງສະລັອດຕິງແມ່ນເປັນທີ່ຮູ້ຈັກ, ສົມຜົນສາມາດນໍາໃຊ້ໃນການອອກແບບການຮ່ວມກັນຂອງແຖບໄດ້ສະດວກ, ດັ່ງນັ້ນຈຶ່ງສະຫນອງພື້ນຖານທາງທິດສະດີສໍາລັບການອອກແບບຂອງແຖບຮ່ວມກັນ.ເອກະສານນີ້ຍັງວິເຄາະອິດທິພົນຂອງຈໍານວນສະລັອດຕິງ, ຄວາມກວ້າງຂອງສະລັອດຕິງແລະຄວາມຍາວຂອງສະລັອດຕິງກ່ຽວກັບຂະຫນາດຂອງການເຊື່ອມໂລຫະໂດຍຜ່ານຕົວຢ່າງ.ມັນສາມາດເຫັນໄດ້ວ່າວິທີການນີ້ຍັງມີອິດທິພົນທີ່ແນ່ນອນໃນການອອກແບບການເພີ່ມປະສິດທິພາບຂອງການເຊື່ອມໂລຫະ

Split groove ຫຼັງຈາກ strip ການເຊື່ອມໂລຫະການວິເຄາະການສັ່ນສະເທືອນ horn, ການເຊື່ອມໂລຫະ horn ສາມາດແບ່ງອອກເປັນຮ່າງກາຍຂອງຫນ່ວຍງານສຸດທ້າຍແລະຈຸລັງຫນ່ວຍກາງ, ການນໍາໃຊ້ວິທີການ elasticity ປາກົດຂື້ນແລະຜົນກະທົບຂອງສາຍສົ່ງ, ຄວາມຍາວຂອງສີ່ຫນ່ວຍທີ່ແຕກຕ່າງກັນແມ່ນໄດ້ຮັບຕາມລໍາດັບແລະ. ທິດທາງຂອງສົມຜົນຄວາມຖີ່ຂອງລະດັບສູງ, ສົມຜົນຄວາມຖີ່ສາມາດຖືກນໍາໃຊ້ໃນການອອກແບບ horn ເຊື່ອມແຖບຍາວ, ແຕ່ຂະບວນການອອກແບບແມ່ນສັບສົນ, ການເລືອກຕົວກໍານົດການຈໍານວນຫນຶ່ງແມ່ນຂຶ້ນກັບປະສົບການແລະບໍ່ສະດວກສໍາລັບຄໍາຮ້ອງສະຫມັກວິສະວະກໍາ.ໃນເອກະສານນີ້, ການເຊື່ອມໂລຫະແຖບແບ່ງອອກເປັນຫຼາຍອົງປະກອບເທົ່າທຽມກັນໂດຍການສະລັອດຕິງສົມເຫດສົມຜົນ, ແລະສົມຜົນຄວາມຖີ່ຂອງອົງປະກອບການເຊື່ອມໂລຫະແມ່ນໄດ້ຮັບໂດຍວິທີການມາຕຣິກເບື້ອງການໂອນ, ເຊິ່ງສະຫນອງພື້ນຖານທາງທິດສະດີສໍາລັບການອອກແບບຂອງການເຊື່ອມແຖບ.ການອອກແບບມີການຄິດໄລ່ທາງທິດສະດີທີ່ງ່າຍດາຍແລະຄວາມຫມາຍທາງດ້ານຮ່າງກາຍທີ່ຊັດເຈນ, ເຊິ່ງສະຫນອງວິທີການທີ່ງ່າຍດາຍແລະງ່າຍດາຍສໍາລັບການອອກແບບວິສະວະກໍາຂອງເສັ້ນດ່າງ.
ການເຊື່ອມໂລຫະຮ່ວມ.

ເວລາປະກາດ: 17-03-2022